Изотермикалык ролик чынжыр плиталарынын иштешине температуранын чыңалуусунун таасири: ар бир сатып алуучу билиши керек болгон негизги сапат критерийлери
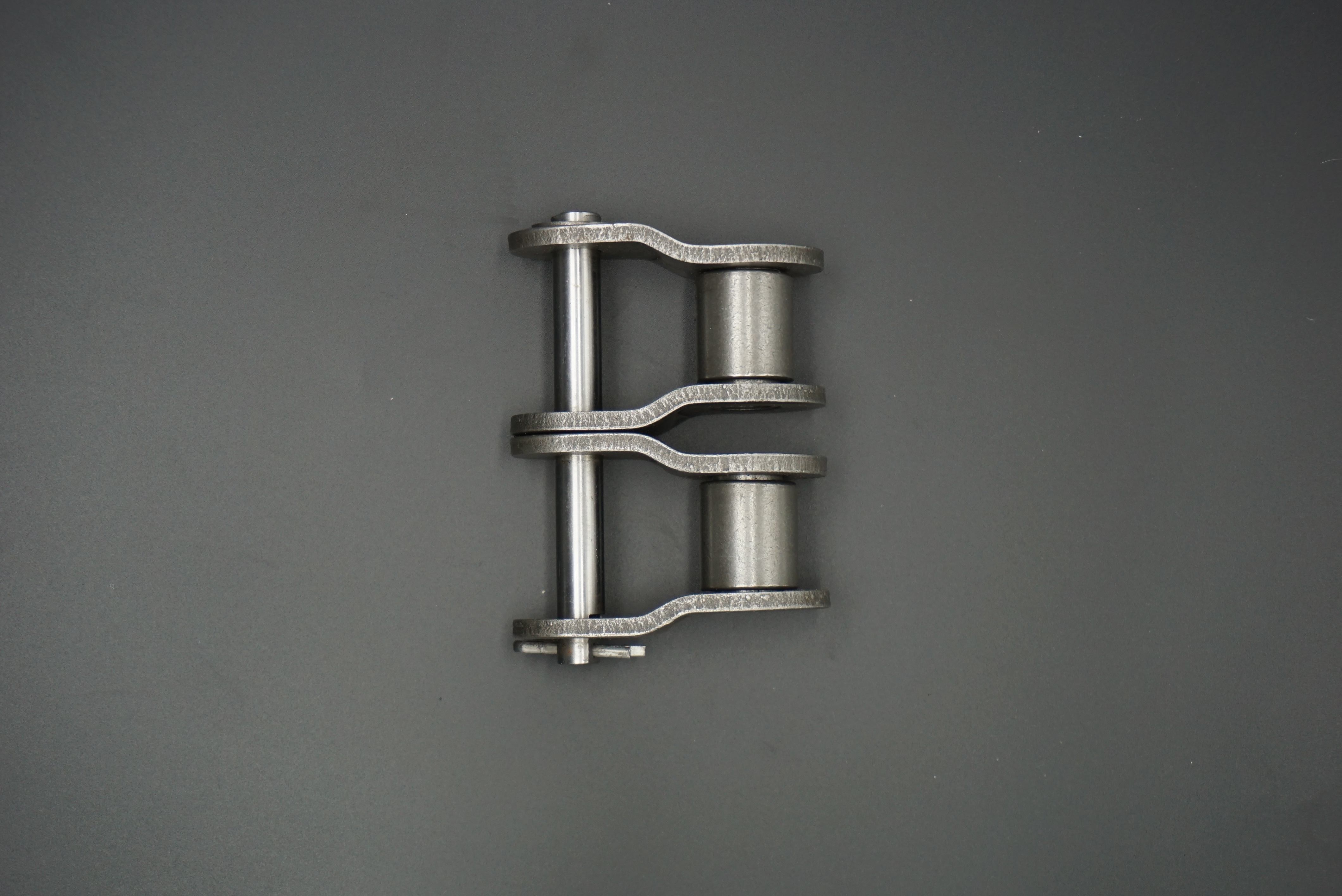
Өнөр жайлык трансмиссия тармагында,ролик чынжырЖабдуунун иштөө натыйжалуулугун жана иштөө мөөнөтүн түздөн-түз анын иштеши аныктайт. Ролик чынжырынын өзөгү, жүк көтөрүүчү компоненти катары изотермикалык чынжыр плитасынын сапаты өтө маанилүү. Чынжыр плитасынын иштөөсү жылуулук менен иштетүү процесси менен тыгыз байланышта, чынжырдын катуулугу, бышыктыгы жана эскирүүгө туруктуулугу сыяктуу негизги көрсөткүчтөргө чечүүчү таасир этүүчү негизги параметр болгон чыңдоо температурасы.
1. Изотермикалык чынжыр плиталары менен чыңдоо процессинин ортосундагы негизги байланыш
Изотермикалык чынжыр плиталары - бул бекемдикти сактоо менен бирге белгилүү бир деңгээлдеги бекемдикти камсыз кылган аустемпирлөө процесси аркылуу жасалган негизги компоненттер. Жылуулук менен иштетүүнүн акыркы кадамы болгон чыңдоо, негизинен, чыңалуудан кийинки ички чыңалууларды жок кылат, металлдын ички түзүлүшүн тууралайт жана акырында чынжырдын механикалык касиеттерин аныктайт.
Чыңдоо процессинде температуранын бир аз өзгөрүшү да чынжыр пластинасынын ички металлургиялык түзүлүшүнүн өзгөрүшүнө алып келиши мүмкүн. Чыңдоо температурасы өтө төмөн болгондо, чыңдоо учурунда пайда болгон мартенсит структурасынын олуттуу бөлүгү калат. Бул жогорку катуулукту сактаса да, ички чыңалуулар толук бошотулбайт, бул чынжырдын морттугун жогорулатат. Эгерде температура өтө жогору болсо, мартенсит ашыкча ажырап, чынжырдын бекемдигин жана катуулук деңгээлин бир топ төмөндөтүп, жүк көтөрүү талаптарына жооп бере албай калат. Ошондуктан, чыңдоо температурасын так көзөмөлдөө чынжырдын ар кандай иштөө мүнөздөмөлөрүн тең салмактоонун негизги технологиясы болуп саналат.
2. Чынжырдын катуулугуна температураны чыңдоонун таасири: бекемдик менен практикалыктыктын тең салмактуулугу
Катуулук чынжырдын жүк көтөрүү жөндөмдүүлүгүнүн негизги көрсөткүчү болуп саналат жана ролик чынжырынын жогорку жүктөмдөр астында деформацияга туруштук берүү жөндөмүнө түздөн-түз байланыштуу. Эксперименталдык маалыматтар чыңдоо температурасы менен чынжырдын катуулугунун ортосундагы олуттуу терс корреляцияны көрсөтөт.
Чыңалуу температурасы 200°C жана 300°C ортосунда болгондо, чынжырдын катуулугу 38 жана 42 HRC ортосунда сакталышы мүмкүн, бул диапазон көпчүлүк өнөр жайлык берүү колдонмолорунун жүк көтөрүү талаптарына жооп берет. Бул температурада чынжырдын ичиндеги карбид бөлүкчөлөрү майда жана бирдей бөлүштүрүлүп, чыңалуудан кийин жетишилген жогорку бекемдикти сактап калат, ошол эле учурда төмөнкү температурада чыңалуу аркылуу кээ бир ички чыңалууларды жок кылат. Эгерде температура 350-450°C чейин көтөрүлсө, катуулугу 30-35 HRC чейин төмөндөйт. Бекемдик төмөндөсө да, бышыктыгы бир топ жакшырат, бул аны тез-тез ишке киргизүүнү талап кылган жабдуулар үчүн ылайыктуу кылат. Бирок, температура 500°C ашканда, катуулугу 25 HRCден төмөн түшөт жана чынжыр пластинасы пластикалык деформацияга жакын болот, бул аны жеңил жүктөмдөр жана төмөн ылдамдыктар менен жөнөкөй берүү сценарийлери үчүн гана ылайыктуу кылат.
Сатып алуучулар жабдууларынын жүктөө рейтингине ылайыктуу чыңдоо температурасы бар чынжыр пластиналарын тандашы керек. Мисалы, олуттуу соккуга туруштук бере турган тоо-кен техникасы үчүн ролик чынжырлары жогорку катуулуктагы чынжырлар үчүн болжол менен 250°C температурада чыңдалышы керек. Ал эми тамак-аш кайра иштетүү линиялары үчүн жетектөөчү чынжырлар орточо катуулуктагы чынжырлар үчүн 350°C температурада чыңдалышы мүмкүн, бул бышыктыкты жана эскирүүгө туруктуулукту тең салмактайт.
3. Чыдамкайлык жана чарчоого туруктуулук: Температураны чыңдоонун жашыруун таасири
Чынжыр плитасынын бекемдиги анын соккуга туруктуулугун аныктайт, ал эми чарчоого туруктуулук ролик чынжырынын иштөө мөөнөтүн аныктайт. Түз өлчөө кыйын болгону менен, бул эки көрсөткүч жабдуулардын узак мөөнөттүү иштешинде маанилүү ролду ойнойт жана экөөнө тең чыңдоо температурасынын тереңдиги таасир этет. Төмөнкү температурада чыңдоо (200°Cден төмөн) чынжыр плитасынын ичинде жогорку калдык чыңалууга алып келет, бул жетишсиз бекемдикке жана кайталап сокку учурунда жарака кетүүгө алып келет. Чыңдоо температурасы 300-400°Cге чейин көтөрүлгөндө, калдык чыңалуу акырындык менен жоголот, феррит матрицасынын бекемдиги калыбына келет жана чынжыр плитасынын соккуга туруктуулугун 30% дан ашык жогорулатууга болот. Бул температурада чынжыр плитасы үзгүлтүктүү жүктөмдөрдө сынуу ыктымалдыгы азыраак, бул аны штамптоочу жабдуулар жана крандар сыяктуу тез-тез ишке кирип жана токтоп турган машиналар үчүн ылайыктуу кылат.
Чарчоого туруктуулук 400-450°C температурада чыңалганда эң жогорку чегине жетет. Бул температура диапазону карбиддин бирдей чөгүшүн шарттайт, чарчоо жаракаларынын пайда болушуна жана жайылышына натыйжалуу тоскоол болгон туруктуу чыңалган бейнит структурасын түзөт. Эксперименттер көрсөткөндөй, 420°C температурада чыңалган чынжыр плиталары 200°C температурада чыңалган окшош продукцияларга салыштырмалуу чарчоо мөөнөтүн 2-3 эсеге узарта алат.
Конвейерлер жана кагаз жасоочу машиналар сыяктуу узак убакыт бою үзгүлтүксүз иштеген жабдуулар үчүн, 400°C тегерегинде чыңалган чынжыр пластиналарын тандоо тейлөө жыштыгын бир топ азайтышы мүмкүн. Төмөнкү сокку жүктөмдөрү бар сценарийлерде, чарчоонун узак мөөнөтүнө жетүү үчүн чыңалуу температурасын тийиштүү түрдө жогорулатуу чындыгында жалпы эксплуатациялык чыгымдарды азайта алат.
4. Эскирүүгө жана коррозияга туруктуулук: Чыңалуу температурасынын кошумча мааниси
Механикалык касиеттерден тышкары, чынжырдын эскирүүсүнө жана коррозияга туруктуулугуна чыңдоо температурасы да таасир этет, бул өзгөчө катаал иштөө шарттарында маанилүү.
300-400°C чыңалуу температурасында чынжырдын бетинде пайда болгон кычкыл пленкасы тыгыз түзүлүшкө ээ болуп, майлоочу майдагы кошулмалардын эскиришинен бир аз коргойт. Андан тышкары, бул температура диапазонунда иштетилген чынжырлар орточо беттик катуулукка ээ, роликтердин жана төөнөгүчтөрдүн эскиришин минималдаштырат жана берүү учурунда металл калдыктарын азайтат.
Нымдуу же коррозиялык чөйрөдө 450°C жогору чыңалган чынжырлар жакшыраак иштейт. Жогорку чыңалуу температурасы чынжырдагы көмүртектин курамын азайтып, гранулалар аралык дат басуу ыктымалдыгын азайтат, ошол эле учурда пассивдүү пленканын пайда болушуна өбөлгө түзөт жана дат басууга туруктуулукту жакшыртат. Мисалы, сууда иштетүүчү жабдууларда 500°C температурада чыңалган чынжырдын дат басуу мөөнөтү 300°C температурада чыңалган чынжырдын дат басуу мөөнөтүнөн 1,5 эсе көп.
Сатып алуучулар чынжырды тандоодо иштөө чөйрөсүн ар тараптуу эске алышы керек. Чаңдуу тоо-кен чөйрөсүндө 350°C температурада чыңалган эскирүүгө туруктуу чынжыр артыкчылыктуу. Нымдуу айыл чарба техникаларында 450°C же андан жогору температурада чыңалган коррозияга туруктуу чынжыр артыкчылыктуу болушу керек.
5. Сатып алуу чечими боюнча колдонмо: Чыңалуу температурасына жараша чынжырды кантип тандоо керек
Чынжырдын иштешине температуранын тийгизген таасирине жараша, сатып алуучулар төмөнкү кадамдарды аткаруу менен так тандоо жасай алышат:
Алгач, жабдуулардын негизги талаптарын аныктаңыз. Эгерде жүк көтөрүүчү бекемдик негизги критерий болсо, мисалы, металлургиялык машина курууда, 250-300°C температурада чыңалган чынжырды тандаңыз. Эгерде чарчоого туруктуулук негизги маселе болсо, мисалы, текстиль машина курууда, 400-450°C температурада чыңалган продукцияларга артыкчылык бериңиз.
Экинчиден, иштөө чөйрөсүн баалаңыз. Кургак жана таза иштөө шарттарында катуулукка көңүл буруңуз. Нымдуу жана чаңдуу чөйрөдө эскирүүгө жана коррозияга туруктуулукту эске алып, чыңдоо температурасын тийиштүү түрдө жогорулатыңыз.
Акырында, жеткирүүчүнүн процессти башкаруу мүмкүнчүлүктөрүн текшериңиз. Жогорку сапаттагы жеткирүүчүлөр чынжыр плиталарынын ар бир партиясы боюнча ырааттуу иштөөнү камсыз кылуу үчүн чыңдоо температурасынын деталдуу параметрлерин жана иштөө сыноосунун отчетторун беришет. Процесстин өзгөрүшүнөн келип чыккан сапат тобокелдиктеринен качуу үчүн чыңдоо температурасын ±10°C чыдамдуулук чегинде ырааттуу көзөмөлдөй алган өндүрүүчүнү тандоо сунушталат.
Жарыяланган убактысы: 2025-жылдын 22-августу