ผลกระทบของอุณหภูมิการอบชุบต่อประสิทธิภาพของแผ่นโซ่ลูกกลิ้งแบบไอโซเทอร์มอล: เกณฑ์คุณภาพสำคัญที่ผู้ซื้อทุกคนต้องรู้
ในอุตสาหกรรมการส่งกำลังไฟฟ้าโซ่ลูกกลิ้งประสิทธิภาพของแผ่นโซ่เป็นตัวกำหนดประสิทธิภาพการทำงานและอายุการใช้งานของอุปกรณ์โดยตรง ในฐานะที่เป็นส่วนประกอบหลักที่รับน้ำหนักของโซ่ลูกกลิ้ง คุณภาพของแผ่นโซ่แบบไอโซเทอร์มอลจึงมีความสำคัญอย่างยิ่ง ประสิทธิภาพของแผ่นโซ่มีความสัมพันธ์อย่างใกล้ชิดกับกระบวนการอบชุบความร้อน โดยอุณหภูมิการอบคืนตัวเป็นพารามิเตอร์สำคัญที่มีอิทธิพลอย่างมากต่อตัวชี้วัดหลัก เช่น ความแข็ง ความเหนียว และความต้านทานการสึกหรอของโซ่
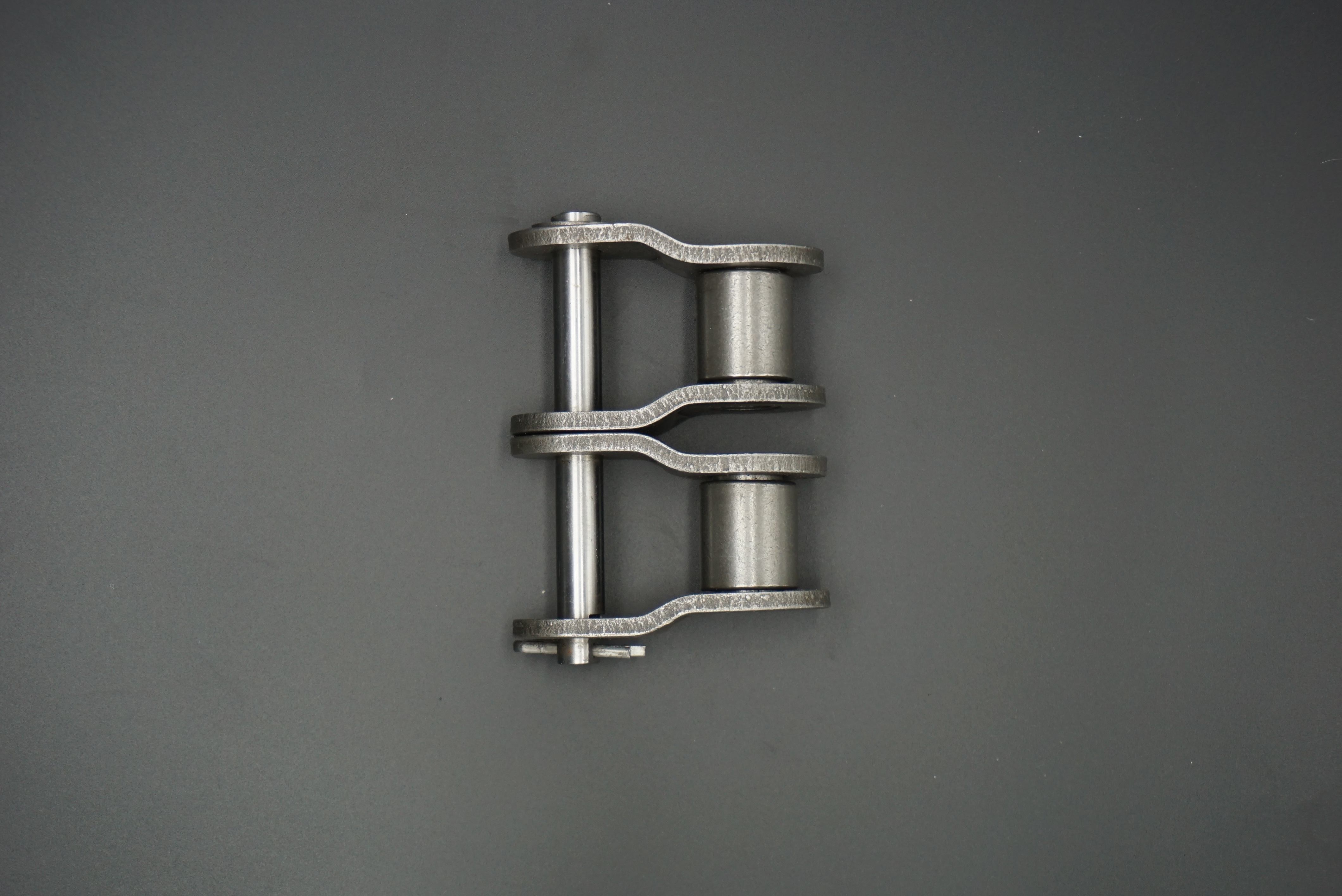
1. ความสัมพันธ์พื้นฐานระหว่างแผ่นโซ่ไอโซเทอร์มอลและกระบวนการอบชุบ
แผ่นโซ่ไอโซเทอร์มอลเป็นส่วนประกอบสำคัญที่ผลิตขึ้นโดยกระบวนการออสเทมเปอร์ริ่ง ซึ่งช่วยเพิ่มความเหนียวในระดับหนึ่งขณะที่ยังคงความแข็งแรงไว้ การอบคืนตัว ซึ่งเป็นขั้นตอนสุดท้ายของการอบชุบความร้อน จะช่วยขจัดความเค้นภายในหลังการชุบแข็ง ปรับโครงสร้างภายในของโลหะ และท้ายที่สุดจะเป็นตัวกำหนดคุณสมบัติทางกลของโซ่
ในระหว่างกระบวนการอบคืนตัว แม้แต่การเปลี่ยนแปลงอุณหภูมิเพียงเล็กน้อยก็อาจทำให้โครงสร้างทางโลหะวิทยาภายในของแผ่นโซ่เปลี่ยนแปลงได้ หากอุณหภูมิการอบคืนตัวต่ำเกินไป โครงสร้างมาร์เทนไซต์ที่เกิดขึ้นระหว่างการชุบแข็งจะยังคงอยู่เป็นจำนวนมาก แม้ว่าโครงสร้างนี้จะช่วยรักษาความแข็งไว้ได้สูง แต่ความเค้นภายในจะไม่ถูกปลดปล่อยอย่างเต็มที่ ทำให้โซ่เปราะมากขึ้น ในทางกลับกัน หากอุณหภูมิสูงเกินไป มาร์เทนไซต์จะสลายตัวมากเกินไป ทำให้ความแข็งแรงและความแข็งของโซ่ลดลงอย่างมาก จนไม่สามารถรับน้ำหนักได้ตามต้องการ ดังนั้น การควบคุมอุณหภูมิการอบคืนตัวอย่างแม่นยำจึงเป็นเทคโนโลยีสำคัญในการสร้างสมดุลให้กับคุณลักษณะด้านสมรรถนะต่างๆ ของโซ่
2. ผลของอุณหภูมิการอบชุบต่อความแข็งของโซ่: การสร้างสมดุลระหว่างความแข็งแรงและการใช้งานได้จริง
ความแข็งเป็นตัวบ่งชี้พื้นฐานของความสามารถในการรับน้ำหนักของโซ่ และมีความสัมพันธ์โดยตรงกับความสามารถของโซ่ลูกกลิ้งในการต้านทานการเสียรูปภายใต้ภาระสูง ข้อมูลจากการทดลองแสดงให้เห็นถึงความสัมพันธ์เชิงลบอย่างมีนัยสำคัญระหว่างอุณหภูมิการอบชุบและความแข็งของโซ่
เมื่ออุณหภูมิการอบชุบอยู่ระหว่าง 200 ถึง 300 องศาเซลเซียส ความแข็งของโซ่จะคงอยู่ระหว่าง 38 ถึง 42 HRC ซึ่งเป็นช่วงที่ตรงตามข้อกำหนดด้านการรับน้ำหนักของงานส่งกำลังในอุตสาหกรรมส่วนใหญ่ ที่อุณหภูมินี้ อนุภาคคาร์ไบด์ภายในโซ่จะมีขนาดเล็กและกระจายตัวอย่างสม่ำเสมอ ทำให้รักษาความแข็งแรงสูงที่ได้หลังจากการชุบแข็งไว้ได้ ในขณะเดียวกันก็ช่วยลดความเครียดภายในบางส่วนผ่านการอบชุบที่อุณหภูมิต่ำ หากอุณหภูมิเพิ่มขึ้นเป็น 350-450 องศาเซลเซียส ความแข็งจะลดลงเหลือ 30-35 HRC ในขณะที่ความแข็งแรงลดลง ความเหนียวจะดีขึ้นอย่างมาก ทำให้เหมาะสำหรับอุปกรณ์ที่ต้องการการสตาร์ทบ่อยครั้ง อย่างไรก็ตาม เมื่ออุณหภูมิเกิน 500 องศาเซลเซียส ความแข็งจะลดลงต่ำกว่า 25 HRC และแผ่นโซ่จะเกิดการเสียรูปพลาสติกได้ง่าย ทำให้เหมาะสำหรับสถานการณ์การส่งกำลังแบบง่ายๆ ที่มีภาระเบาและความเร็วต่ำเท่านั้น
ผู้ซื้อควรเลือกแผ่นโซ่ที่มีอุณหภูมิการอบชุบที่เหมาะสมกับพิกัดรับน้ำหนักของอุปกรณ์ ตัวอย่างเช่น โซ่ลูกกลิ้งสำหรับเครื่องจักรในเหมืองแร่ ซึ่งต้องทนต่อแรงกระแทกสูง ควรอบชุบที่อุณหภูมิประมาณ 250°C สำหรับโซ่ที่มีความแข็งสูง ในขณะที่โซ่ขับสำหรับสายการผลิตอาหาร สามารถอบชุบที่อุณหภูมิ 350°C สำหรับโซ่ที่มีความแข็งปานกลาง เพื่อให้ได้ความสมดุลระหว่างความเหนียวและความทนทานต่อการสึกหรอ
3. ความแข็งแกร่งและความต้านทานต่อความล้า: ผลกระทบที่ซ่อนเร้นของอุณหภูมิการอบชุบ
ความแข็งแรงของแผ่นโซ่กำหนดความต้านทานต่อแรงกระแทก ในขณะที่ความต้านทานต่อความล้ากำหนดอายุการใช้งานของโซ่ลูกกลิ้ง แม้ว่าจะวัดโดยตรงได้ยาก แต่ตัวบ่งชี้ทั้งสองนี้มีบทบาทสำคัญต่อการทำงานในระยะยาวของอุปกรณ์ และทั้งสองได้รับผลกระทบจากอุณหภูมิการอบชุบ การอบชุบที่อุณหภูมิต่ำ (ต่ำกว่า 200°C) ส่งผลให้เกิดความเค้นตกค้างสูงภายในแผ่นโซ่ ส่งผลให้ความแข็งแรงไม่เพียงพอและมีแนวโน้มที่จะแตกร้าวภายใต้แรงกระแทกซ้ำๆ เมื่ออุณหภูมิการอบชุบสูงขึ้นถึง 300-400°C ความเค้นตกค้างจะค่อยๆ คลายตัว ความแข็งแรงของเมทริกซ์เฟอร์ไรต์จะฟื้นตัว และความต้านทานต่อแรงกระแทกของแผ่นโซ่สามารถเพิ่มขึ้นได้มากกว่า 30% ที่อุณหภูมินี้ แผ่นโซ่มีโอกาสน้อยที่จะแตกหักภายใต้ภาระที่ไม่ต่อเนื่อง ทำให้เหมาะสำหรับเครื่องจักรที่มีการเริ่มต้นและหยุดบ่อยครั้ง เช่น เครื่องปั๊มขึ้นรูปและเครน
ความต้านทานต่อความล้าจะสูงสุดเมื่ออบชุบที่อุณหภูมิ 400-450°C ช่วงอุณหภูมินี้ส่งเสริมการตกตะกอนของคาร์ไบด์อย่างสม่ำเสมอ ทำให้เกิดโครงสร้างเบนไนต์อบชุบที่เสถียร ซึ่งช่วยยับยั้งการเริ่มต้นและการแพร่กระจายของรอยแตกจากความล้าได้อย่างมีประสิทธิภาพ การทดลองแสดงให้เห็นว่าแผ่นโซ่ที่อบชุบที่อุณหภูมิ 420°C สามารถยืดอายุการใช้งานจากความล้าได้ 2-3 เท่า เมื่อเทียบกับผลิตภัณฑ์ที่คล้ายกันซึ่งอบชุบที่อุณหภูมิ 200°C
สำหรับอุปกรณ์ที่ทำงานต่อเนื่องเป็นเวลานาน เช่น สายพานลำเลียงและเครื่องจักรผลิตกระดาษ การเลือกใช้แผ่นโซ่ที่ผ่านการอบชุบที่อุณหภูมิประมาณ 400°C จะช่วยลดความถี่ในการบำรุงรักษาได้อย่างมาก ในกรณีที่มีแรงกระแทกต่ำ การเพิ่มอุณหภูมิการอบชุบให้เหมาะสมเพื่อยืดอายุการใช้งานให้ยาวนานขึ้น อาจช่วยลดต้นทุนการดำเนินงานโดยรวมได้
4. ความทนทานต่อการสึกหรอและการกัดกร่อน: คุณค่าเพิ่มเติมของอุณหภูมิการอบชุบ
นอกจากคุณสมบัติทางกลแล้ว ความทนทานต่อการสึกหรอและการกัดกร่อนของโซ่ยังได้รับผลกระทบจากอุณหภูมิการอบชุบ ซึ่งมีความสำคัญอย่างยิ่งภายใต้สภาวะการใช้งานที่รุนแรง
ที่อุณหภูมิการอบชุบ 300-400 องศาเซลเซียส ฟิล์มออกไซด์ที่เกิดขึ้นบนพื้นผิวของโซ่จะมีโครงสร้างหนาแน่น ช่วยป้องกันการสึกหรอจากสิ่งสกปรกในน้ำมันหล่อลื่นได้ในระดับหนึ่ง นอกจากนี้ โซ่ที่ผ่านการอบชุบในช่วงอุณหภูมินี้จะมีระดับความแข็งของพื้นผิวปานกลาง ช่วยลดการสึกหรอของลูกกลิ้งและหมุด และลดเศษโลหะที่เกิดขึ้นระหว่างการส่งกำลัง
ในสภาพแวดล้อมที่ชื้นหรือกัดกร่อน โซ่ที่ผ่านการอบชุบที่อุณหภูมิสูงกว่า 450°C จะทำงานได้ดีกว่า อุณหภูมิการอบชุบที่สูงขึ้นจะลดปริมาณคาร์บอนในโซ่ ลดโอกาสการเกิดการกัดกร่อนตามขอบเกรน ในขณะเดียวกันก็ส่งเสริมการก่อตัวของฟิล์มป้องกันและเพิ่มความต้านทานต่อสนิม ตัวอย่างเช่น ในอุปกรณ์แปรรูปสัตว์น้ำ โซ่ที่ผ่านการอบชุบที่ 500°C จะมีอายุการใช้งานที่ทนต่อการกัดกร่อนยาวนานกว่าโซ่ที่ผ่านการอบชุบที่ 300°C ถึง 1.5 เท่า
ผู้ซื้อควรพิจารณาสภาพแวดล้อมการใช้งานอย่างรอบด้านเมื่อเลือกโซ่ ในสภาพแวดล้อมการทำเหมืองที่มีฝุ่นมาก ควรเลือกใช้โซ่ที่มีความทนทานต่อการสึกหรอสูงซึ่งผ่านการอบชุบที่อุณหภูมิ 350°C ในเครื่องจักรทางการเกษตรที่มีความชื้นสูง ควรเลือกใช้โซ่ที่มีความทนทานต่อการกัดกร่อนซึ่งผ่านการอบชุบที่อุณหภูมิ 450°C หรือสูงกว่า
5. คู่มือการตัดสินใจซื้อ: วิธีการเลือกโซ่ตามอุณหภูมิการอบชุบ
จากการพิจารณาผลกระทบของอุณหภูมิการอบชุบต่อประสิทธิภาพของโซ่ ผู้ซื้อสามารถเลือกได้อย่างถูกต้องโดยทำตามขั้นตอนด้านล่างนี้:
ขั้นแรก ให้พิจารณาความต้องการหลักของอุปกรณ์ หากความแข็งแรงในการรับน้ำหนักเป็นเกณฑ์หลัก เช่น ในเครื่องจักรโลหะวิทยา ให้เลือกโซ่ที่ผ่านการอบชุบที่อุณหภูมิ 250-300°C หากความต้านทานต่อความล้าเป็นข้อกังวลหลัก เช่น ในเครื่องจักรสิ่งทอ ให้ให้ความสำคัญกับผลิตภัณฑ์ที่ผ่านการอบชุบที่อุณหภูมิ 400-450°C
ประการที่สอง ประเมินสภาพแวดล้อมในการทำงาน ในสภาพแวดล้อมที่แห้งและสะอาด ให้เน้นที่ความแข็ง ในสภาพแวดล้อมที่ชื้นและมีฝุ่น ให้พิจารณาทั้งความต้านทานการสึกหรอและความต้านทานการกัดกร่อน และเพิ่มอุณหภูมิการอบชุบให้เหมาะสม
สุดท้าย ตรวจสอบความสามารถในการควบคุมกระบวนการผลิตของซัพพลายเออร์ ซัพพลายเออร์คุณภาพสูงจะให้รายละเอียดเกี่ยวกับพารามิเตอร์อุณหภูมิการอบชุบและรายงานการทดสอบประสิทธิภาพ เพื่อให้มั่นใจได้ถึงประสิทธิภาพที่สม่ำเสมอในแต่ละล็อตของแผ่นเหล็กโซ่ ขอแนะนำให้เลือกผู้ผลิตที่สามารถควบคุมอุณหภูมิการอบชุบได้อย่างสม่ำเสมอภายในค่าความคลาดเคลื่อน ±10°C เพื่อหลีกเลี่ยงความเสี่ยงด้านคุณภาพที่เกิดจากความผันผวนของกระบวนการผลิต
วันที่เผยแพร่: 22 สิงหาคม 2568